


基于Ag和Cu对Au颜色的影响, Au-Ag-Cu合金系的颜色与成分的关系见下图2:取决于合金中Ag和Cu的不同含量。
富Au合金可以呈现黄色,红黃或绿黃等色。
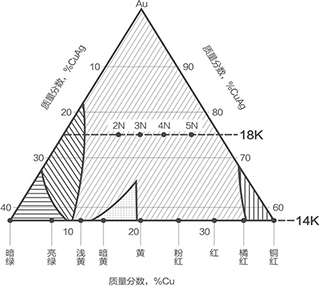
就18K和14K合金而言,他们的颜色与成分的关系如图1。
图中1N, 2N, …, 5N,是端士和德国采用的颜色标准,相应的颜色为淡黄(1N, 2N)、黄(3N)、玫瑰红(4N)和红色(5N) 。
对14K合金,随着Cu含量的增加,合金颜色有暗绿色经嫩绿、浅绿黄、暗黄、黄、粉红、红、橋红色逐渐转变成为铜红色。
18K合金的颜色也存在类似的变化过程。
| Size of objects(铸件尺寸) | Metal(金温)℃ | Flask(粉温)℃ |
|---|---|---|
| Thin薄 (0.2-0.5mm) | 1110-1150 | 660-720 |
| Medium中 (0.5-1.2mm) | 1080-1100 | 580-650 |
| Thick厚 (>1.2mm) | 1050-1080 | 500-600 |
固溶处理的保温时间是根据截面计算,1英寸截面保温1小时。
时效处理的保温时间1-3小时,一般为达到好的效果大截面的零件都推荐保温时间取上限。
275C合金的铍含量尽可能选上限。
该材料为退火态,可直接拉线或开料,允许冷加工变形量ε一般为34 - 41% 较好。当总变形量ε大于40%时,需要增加中间退火处理。
退火处理工艺为:冷加工后的材料在700℃-720℃中保温10~20分钟 室温水水冷 > 抛光去除氧化皮 > 冷加工成型。
如多次退火处理后,加工变形量仍大于41%时,需要增加中间退火处理。
恢复弹性处理: 恢复弹性处理前30 - 40%的冷加工变形。其工艺为:冷加工后的材料400℃保温8~10分钟后出炉空气冷却。





